工程化案例1、研发国内首台超宽幅多层共挤功能薄膜装备
推广单位:广东金明精机股份有限公司
国内首台6-12米大型结构件真空铸造膜铸造装备
实施效果:研制超宽幅多层共挤模头及专用螺杆,开发基于物联网的超宽幅专用控制结构设计与工艺智能控制系统,搭建了装备生产流程自优化与互联网增值运维平台,累计经济效益100亿元。
工程化案例2、研发大功率集散式光伏逆变成套系统
推广单位:上能电气股份有限公司
光伏逆变成套系统上云平台
实施效果:攻克了复杂场景光伏组件配置最优性、高防护等级超大功率逆变器散热性、分布大容量光伏逆变器并网可靠性等核心难题,研制了1100V 1MW/2MW、1500V 3.15MW系列兆瓦级集散式光伏逆变成套系统,技术达到了国际领先水平,累计经济效益50亿元。
工程化案例3、基于物联网的冷链定位技术研究及其产业化
推广单位:江苏省精创电气股份有限公司
实施效果:基于WEB技术的应用,研发冷链运输物品监管平台,实现监控、报警、追溯、数据分析等功能,提升冷链的监管效率,同时制定相应的规范,累计经济效益25亿元。
工程化案例4、模具设计制造全过程精益管控的制造物联技术研发与应用
推广单位:无锡圣马科技有限公司、广东邦宝益智玩具有限公司、无锡机床股份有限公司等
实施效果:解决了成套生产线多装置的分布网络化协同控制稳定性与可靠性难题,实现了非标设备统一物联集成,原料切换时间缩短了58%,加工效率提高了10%,累计经济效益10亿元。
工程化案例5、5G光通信产品制造企业生产运营管控系统
推广单位:法尔胜光通
实施效果:系统通过虚实协同,实现“集中采购、统一生产、降低成本、规范流程、盘活库存”的阶段性生产运营信息化目标,累计经济效益10亿元。
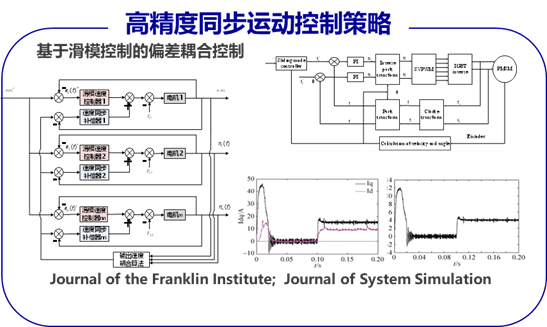
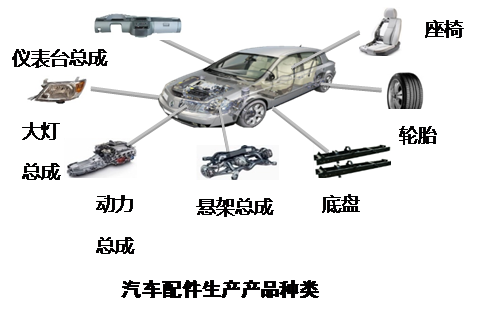
工程化案例6、汽车配件异地工厂网络协同生产系统
推广单位:环宇汽车有限公司
系统功能:主要生产汽车前,后桥总成及配套件:后桥壳总成,半轴,凸缘,轮毂,制动毂,套环,保持架;变速箱配套件:拨头,拨块,拨叉等系列汽车配件产品。
工程化案例7、氨糖生物制造一体化智能管控与决策
推广单位:山东润德生物科技公司
实施效果:基于制造工艺技术,利用信息化集成应用平台,打破信息孤岛,实现ERP、MES和PCS的高度融合,实现了智能化发酵过程控制,累计经济效益10亿元。
工程化案例8、基于物联网的粮油加工技术与装备开发应用
推广单位:河南麦道面粉有限公司
实施效果:小麦加工示范企业提高出品率5%、加工损失减少15%以上、单位产值能耗降低15%以上,累计经济效益6亿元。
工程化案例9、纺织服装按需生产工业互联网平台
推广单位:江阴裕林纺织有限公司
系统功能:个性化定制、APS排产、裁剪外发管理、裁片仓等管理、标准工时计算、设备物联管理。
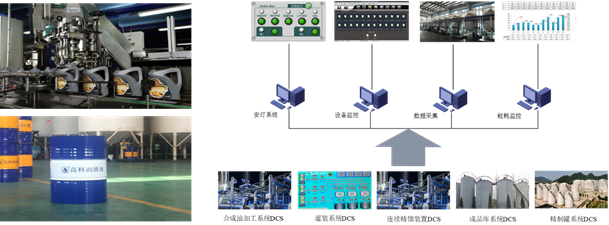
工程化案例10、润滑油生产线运营系统
推广单位:江苏高科石化股份有限公司(无锡市智能制造车间示范企业)

 当前位置:
当前位置: